





Pastrimi tradicional industrial ka një sërë metodash pastrimi, shumica e të cilave janë pastrim me agjentë kimikë dhe metoda mekanike. Por pastrimi me lazer me fibra ka karakteristikat e pa bluarjes, pa kontaktit, pa efektit termik dhe është i përshtatshëm për materiale të ndryshme. Konsiderohet të jetë zgjidhja aktuale e besueshme dhe efektive.
Lazeri special i pulsuar me fuqi të lartë për pastrimin me lazer ka fuqi mesatare të lartë (200-2000W), energji të lartë me një puls të vetëm, prodhim të homogjenizuar të pikave katrore ose të rrumbullakëta, përdorim dhe mirëmbajtje të përshtatshme, etj. Përdoret në trajtimin e sipërfaqes së mykut, prodhimin e automobilave, industrinë e ndërtimit të anijeve, industrinë petrokimike, etj., Zgjedhje ideale për aplikime industriale siç është prodhimi i gomave. Lazerët mund të ofrojnë pastrim dhe përgatitje sipërfaqësore me shpejtësi të lartë në pothuajse të gjitha industritë. Procesi me mirëmbajtje të ulët dhe lehtësisht i automatizuar mund të përdoret për të hequr vajin dhe yndyrën, për të hequr bojën ose veshjet, ose për të modifikuar strukturën e sipërfaqes, për shembull duke shtuar vrazhdësi për të rritur ngjitjen.
Carmanhaas ofron sistem profesional pastrimi me lazer. Zgjidhje optike të përdorura zakonisht: rrezja e lazerit skanon sipërfaqen e punës përmes galvanometrit.
sistemi dhe lentet e skanimit për të pastruar të gjithë sipërfaqen e punës. Përdorur gjerësisht në pastrimin e sipërfaqeve metalike, burimet speciale të lazerit të energjisë mund të aplikohen edhe për pastrimin e sipërfaqeve jometalike.
Komponentët optikë përfshijnë kryesisht modulin e kolimacionit ose zgjeruesin e rrezes, sistemin e galvanometrit dhe lentet e skanimit F-THETA. Moduli i kolimacionit e shndërron rrezen lazer divergjente në një rreze paralele (duke zvogëluar këndin e divergjencës), sistemi i galvanometrit realizon devijimin dhe skanimin e rrezes, dhe lentet e skanimit F-Theta arrijnë fokus uniform të skanimit të rrezes.
1. Energji e lartë me një puls të vetëm, fuqi maksimale e lartë;
2. Cilësi e rrezes së lartë, shkëlqim i lartë dhe pikë dalëse e homogjenizuar;
3. Prodhim i lartë dhe i qëndrueshëm, qëndrueshmëri më e mirë;
4. Gjerësia më e ulët e pulsit, duke zvogëluar efektin e akumulimit të nxehtësisë gjatë pastrimit;
5. Nuk përdoren materiale gërryese, pa probleme të ndarjes dhe asgjësimit të ndotësve;
6. Nuk përdoren tretës - proces pa kimikate dhe miqësor ndaj mjedisit;
7. Selektiv hapësinor – pastrim vetëm i zonës së kërkuar, duke kursyer kohë dhe kosto duke injoruar rajonet që nuk kanë rëndësi;
8. Procesi pa kontakt nuk degradon kurrë në cilësi;
9. Proces lehtësisht i automatizuar që mund të ulë kostot operative duke eliminuar punën, ndërkohë që jep qëndrueshmëri më të madhe në rezultate.
| Përshkrimi i Pjesës | Gjatësia fokale (mm) | Fusha e skanimit (mm) | Distanca e punës (mm) | Hapja Galvo (mm) | Fuqia |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000W CW |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000W CW |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250x250 | 607 | 20 |
Shënim: *WC do të thotë Lente Skanimi me sistem ftohjeje me ujë
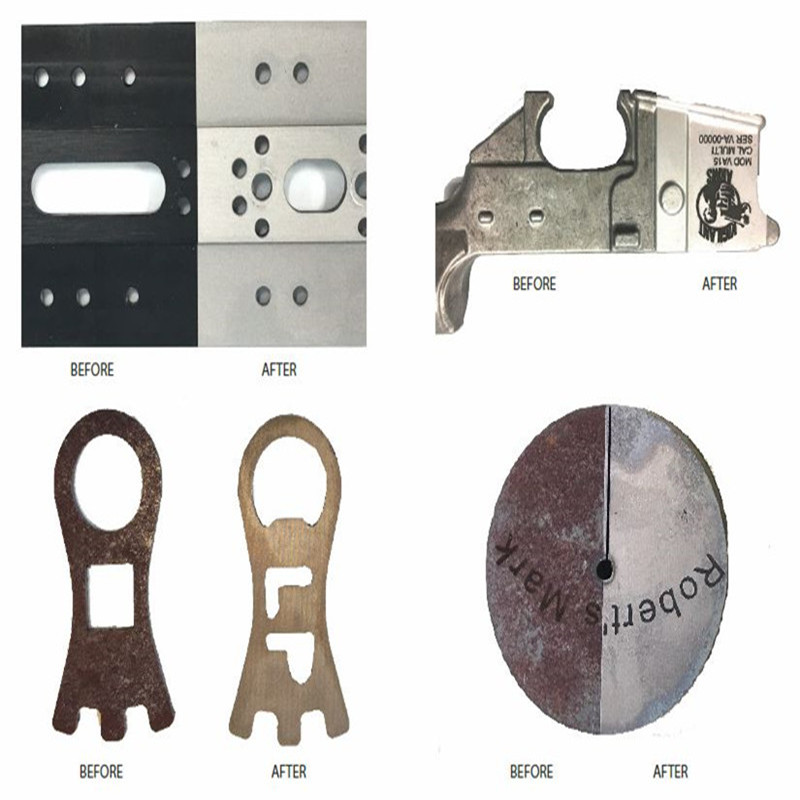
Pastrimi me lazer ofron përparësi të shumta në krahasim me qasjet tradicionale. Nuk përfshin tretës dhe nuk ka material gërryes që duhet trajtuar dhe asgjësuar. Krahasuar me procese të tjera që janë më pak të detajuara dhe shpesh procese manuale, pastrimi me lazer është i kontrollueshëm dhe mund të aplikohet vetëm në zona specifike të...
